|
Title: |
1902 Article-Prentice Bros., Drilling Machines |
|
Source: |
Cassier's Magazine Nov 1902 pgs 22-24 |
|
Insert Date: |
6/25/2012 7:47:30 PM |
DRILLING MACHINES
Twenty eight years in business and originators of the present form of vertical drilling machines. Added engine lathes to line in 1880. Total number of machines produced from inception exceeds 31,000. Foremost in improvements, new designs, new features of utility, methods of manufacture, to insure good quality and accuracy. To-day work nearly all done by duplication or interchangeable process. Grinding of all round parts to obtain absolutely correct round pieces for spindle shafts and for parts whereon are driven or fitted other parts which have standard reamed holes. Scraping flat surfaces, either those that are exposed to the eye or all covered, all with the idea and intention of having accurately fitted bearings.
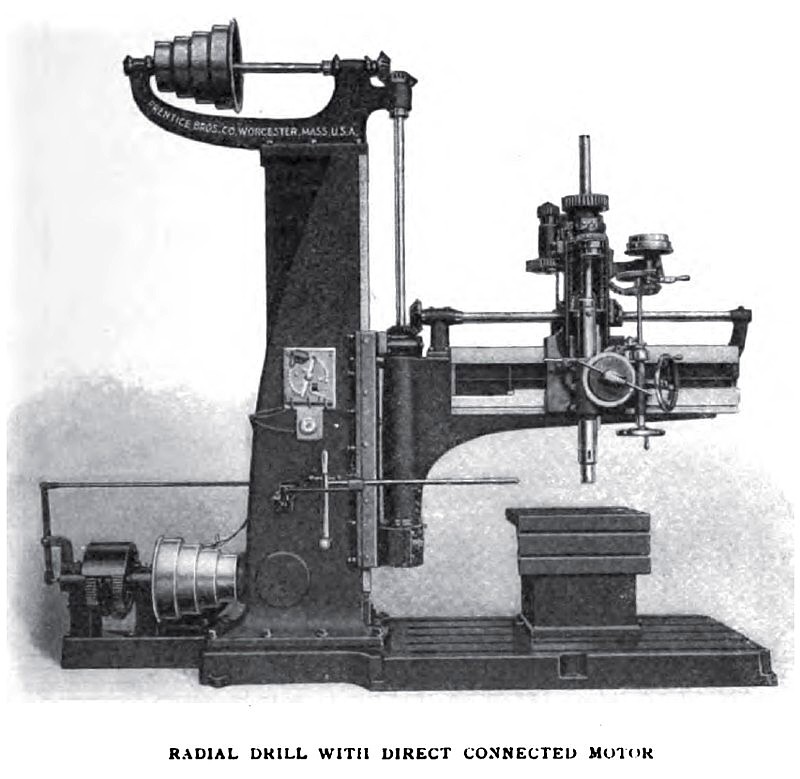
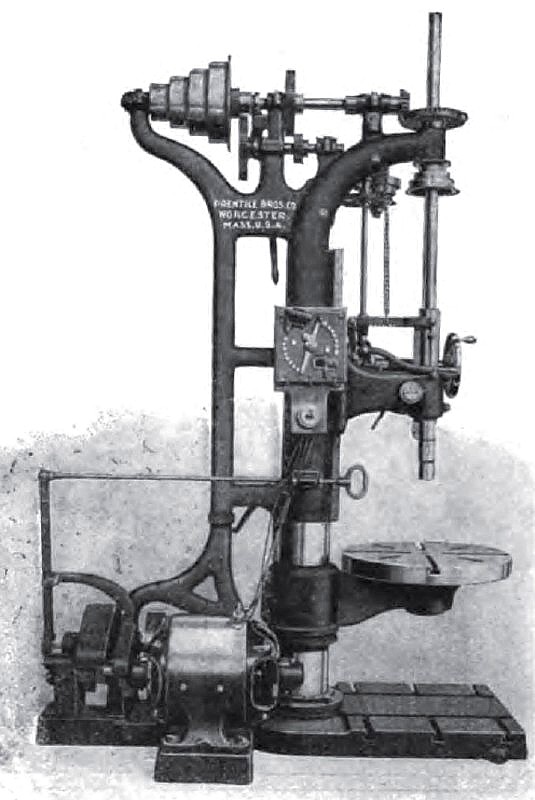
The line of drilling machines includes the well-known form of vertical machines, from one weighing 225 pounds for drilling to the centre of a 13-inch circle to one weighing 10,000 pounds for drilling to the centre of a 50-inch circle. Radial drilling machines, from one of 2700 pounds in weight to one weighing 18 tons. Universal radial drilling machine, gang drills, multi-spindle drills, suspension, post and portable drilling machines. Special machines for drilling shells of boilers after they have been rolled to shape. Drilling machines, especially for builders of bridges, structural iron workers, locomotive and car work, shipbuilders' drilling and countersinking machines.
The claim made by the company to be the builders of the greatest line of drilling machines of any concern in the world is well founded.
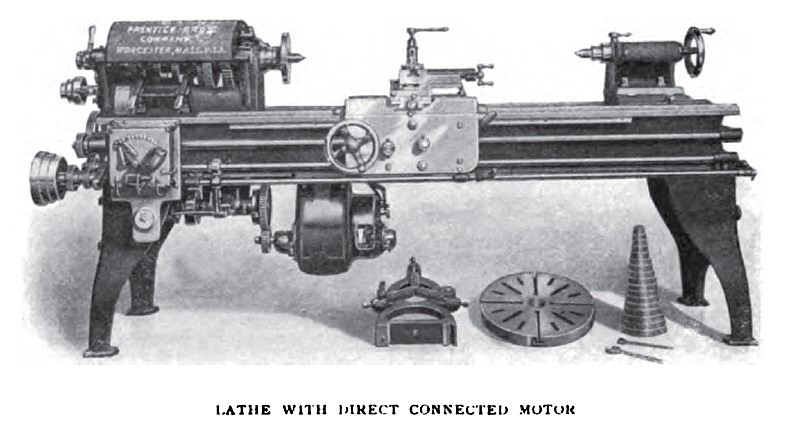
Their lathes, from 12 to 36-inch swing, comprise all the various styles of rest, with or without taper attachment. Plain turning lathes for stud and bolt work, special forming lathes for gun work, and swivel top lathes for taper turning.
The output averages 120 drilling machines and 50 lathes per month.
Without at all vacating the position long held as the foremost manufacturers of belt-driven machines, the company have devoted much attention to the best manner of equipping their drilling machines and lathes with electric motors, and in consequence they are to-day putting out the most advanced practical types of
such machines. Rigid inspection of all machines. None passed except they are shown to be within .0015" of accuracy.
Records of all are kept.
General claims made in favor of electrically-driven tools. No power consumed when not in use. No wear of overhead works, belts or clutches. No waste of time in relating and taking up belts. Clear overhead room; unbroken light. No overhead works or dripping oil. Ease of handling. No belt shifter. Machines placed anywhere about the shop, without regard for main line. No expense for putting up overhead works, and no pulleys on shafting. No long line of shafting with its great weight of pulleys to be whirled around every moment the engine is in motion. The company make especial claims for their own method of motor
equipment. Increased output, particularly of engine lathes, whereon they apply motors and connect with gears that are more than ample to transmit power, which the best of cutting tools can withstand. Minimum cost of equipment, for as the company employ mechanical means entirely for the starting, stopping, reversing and changing speed of work spindle while the motor runs at a constant speed, a small motor only is required.
Cost of operation less, for there is no loss of electrical force, which occurs when resistance in field or armature of motors is used to vary speeds. The company's method of changing speeds gives always the known speeds that are wanted.
Compactness of machines and electrical outfit.
Complete control of machine by starting lever. Screws can be cut to a shoulder, holes tapped to a certain depth, and the motion instantly changed and the tap '' backed out" at a faster speed.
Lately introduced and now applied to all power feed drilling machines, a feed mechanism that is controlled by one lever, by which the spindle is quickly approached or returned to or from the work. In this mechanism there are no clutch teeth requiring intermesh to connect power feed, therefore the drill point
can be brought to direct contact with the work, and, with a slight movement of the lever, which has already been used in bringing the drill point to the work, the power feed is instantly thrown in. In common practice time is lost to the operator, for it frequently occurs that the drill point, when in contact with the work, is not in a position that will allow the clutch gears to intermesh, and consequently the spindle is raised to allow the intermesh of gears. Then follows a hand feeding of the spindle until the drill point is brought to the work. With the new mechanism this is entirely saved. The advantages of this will be readily seen.
A stop motion for the feed is also part of this mechanism, having in place of the ordinary toothed clutch a roller clutch which allows an entirely novel result to be obtained—one that saves much time in operating the machine. This roller clutch serves as a ratchet, permitting feeding the spindle by hand while the power feed is engaged and " ahead" of it, so that in starting to drill a hole the operator can urge or hasten the feeding of the V point of the twist drill, and immediately that the lips of the drill take the full cut he can, by releasing his grasp on the hand wheel, allow the power feed to control and complete the operation. |
|
 1902 Prentice Bros., Engine Lathe
1902 Prentice Bros., Engine Lathe
 1902 Prentice Bros., Radial Drill
1902 Prentice Bros., Radial Drill
 1902 Prentice Bros., Upright Drill
1902 Prentice Bros., Upright Drill
|
|