|
Title: |
1901 Article-Philadelphia Roll & Machine Works, Granite Column Lathe |
|
Source: |
Machinery Magazine, Apr 1901, pgs 252-254 & Scientific American, 12 Jan 1901, pg 22 |
|
Insert Date: |
3/23/2018 9:32:20 AM |
A LARGE LATHE FOR TURNING GRANITE COLUMNS.
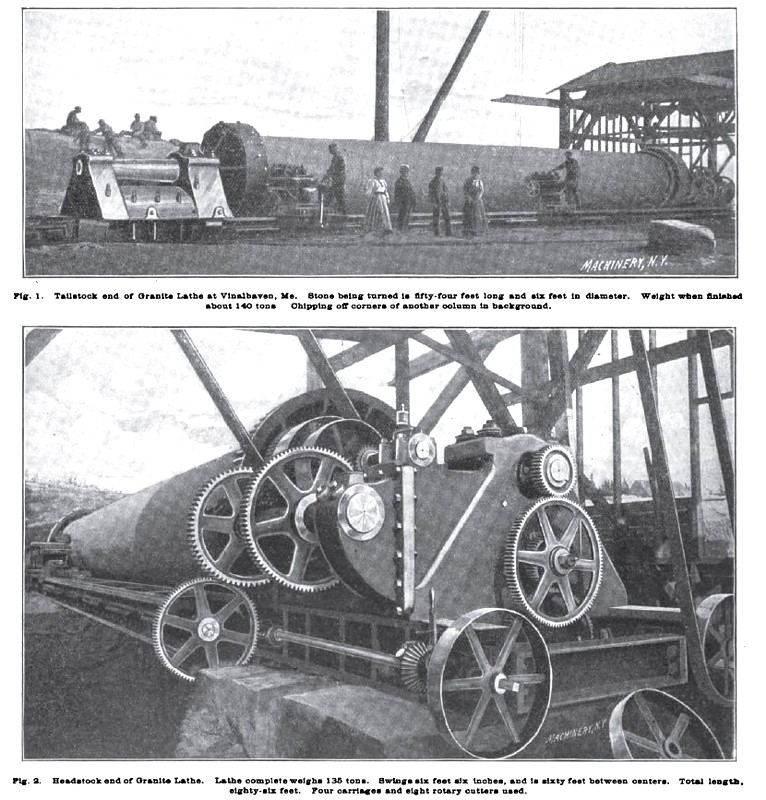
The new Cathedral of St. John the Divine, which is slowly rising on the site at the south of Morningside Park, bids fair to be many decades in building; and as it is one of the largest structures begun in the century just concluded, it naturally offers many engineering problems of great interest. The quarrying, turning, transportation and erection of the thirty-two granite columns of the choir presented many difficulties, as each weighs two-thirds as much as the obelisk in Central Park, usually known as "Cleopatra's Needle," and the successful solution of the questions involved may be regarded as a remarkable feat of engineering. The choir, which is eastward of the great arch which is now such a prominent landmark in upper New York, has been built up from the footings to the height of the main floor. The eastern end of the choir is a semicircle, and on the massive foundations will rest great monolithic columns. 54 feet high and 6 feet in diameter, each weighing 160 tons. The blanks from which the columns are turned are quarried by the Bodwell Granite Company, Vinalhaven, Me. The blank shown in our engraving measured 64 feet in length and was 8 feet 6 inches in thickness one way by 7 feet the other, and weighed 310 tons. To turn an enormous mass like this required the construction of a lathe of vast proportions. It was designed and patented by E. R. Cheney and H. A. Spiller. of Boston, and was built by the Philadelphia Roll and Machine Company, of Philadelphia, Pa.
The lathe is 86 feet long, weighs 135 tons and swings 6 feet 6 inches by 60 feet long. Eight tools are used, each taking a 3-inch cut. so that the column is reduced 2 feet each time the cutters traverse the entire length of the bed. The head and tall stocks are carried on extensions of the bed, and the latter is made in six pieces, fastened together by stay-bolts. The entire length of the bed is 86 feet. The head and tail stocks weigh 15 and 14 tons respectively, and are securely bolted to the extensions of the bed. The hollow spindles each weigh 9 tons, and are made of cast open hearth steel. They run in Babbitt metal bearings. The main bearing is of ball design, 30 inches in diameter. and the bearing surface is 30 inches long. There is another bearing 20 inches long at the small end of the spindle; this construction is to obviate the tendency of any thrust on the head and tail stock. The latter is driven by back gears for cutting and is direct driven for the polishing speed. Pulleys 30 and 36 inches in diameter are used and are belted in the usual manner from a countershaft.
The platens which carry the cutting tools rest on friction rollers which raise them just off the bed. The two feed screws, one on each side, are 4 inches in diameter and are 66 feet 3½ inches long. 58 feet 6 inches being threaded. On the platen which carries the tool posts is secured a revolving table which is fitted on its upper side with slots which carry the lengthwise slide, this being operated by a feed screw and has a traverse of 18 inches. To each of the four slides are secured two tool-posts, each provided with feed screws operating at right angles to the feed screw of the lengthwise slide, so that each tool-post is independent and can be used or not as desired. The bearings of the tool-posts permit of a horizontal rotary movement, bolts controlling the angle of the tool. The latter, which is a circular disk of steel 10 inches in diameter and 7/8 of an inch thick, with a V-shaped edge for cutting, is wedged on a mandrel which is in turn held in a sleeve in the tool-post, bolts securing the rear end of the mandrel in position.
Head and tail chucks made of open hearth steel hold the blank in position until it becomes a finished column. They each weigh about l6 tons. Twenty four set-screws serve to hold the blank, and the entire weight of the great mass of moving stone is entirely supported by these chucks; blocks of irregular shape can be readily adjusted to position.
The corners are roughly dressed off by hand, and the stone begins its six weeks of dressing and polishing. As the stone revolves, it imparts a rotary motion to the cutting disks or tools. The cut is really a splintering of the stone, and thfct inches of the granite are removed at each cut. After the column is shaped it is polished with hardened steel shot, held in position by a kind of cup carried in the tool-holder. The final polishing is done with the aid of emery and water. When cutting, one and three-quarter revolutions are made a minute, and when polishing, three revolutions. The lathe is driven by a 50 horse power engine, and, notwithstanding the great weight and friction of the moving parts, the lathe runs for about fifteen seconds after the belt is thrown off the pulley.
AN INTERESTING STONE WORKING MACHINE OF UNUSUAL SIZE
A structure now building in New York City which, when finished, will undoubtedly be an object of general wonder and interest to visitors, is the cathedral of St, John the Divine, on Morningside Heights. It has been building several years, and many more must elapse before it is completed, as the architects' plans call for a construction that in magnitude nearly rivals the stupendous work found in many of the ancient ruins of the Old World.
Forming a semi-circle back of the choir there will be eight granite columns, 6 feet in diameter, 54 feet high and each weighing nearly 140 tons. Each column is a monolithic cylinder turned and polished to glasslike smoothness, and is formed from granite remarkable for its great strength and freedom from checks and seams. Besides the large columns mentioned many more will be required, in the construction of the cathedral, of a size which would ordinarily command attention, but which are of minor importance in comparison with their giant brothers. All of the columns are turned and polished at the quarries from whence the granite is obtained at Vinalhaven, ME.
To turn and polish these columns, especially the larger ones, a lathe was required of strength and dimensions, which undoubtedly exceed anything ever before attempted in stone turning and polishing machinery. To meet the requirements, a monster lathe was designed by E. R. Cheney and H. A. Spiller for the Bodwell Granite Co., Vinalhaven, Me., and it was built at the works of the Philadelphia Roll & Machine Co., Philadelphia, Pa. Its construction was begun in December, 1899, and it was delivered at the quarries in May; 1900.
The lathe has a capacity of 60 feet in length, and will swing a maximum diameter of 6 feet 6 inches. It weighs complete about 135 tons, and has a total length of nearly 86 feet. The granite columns are not swung on centers, but are carried in immense hollow chucks as is apparent from the accompanying illustrations. The headstock and tailstock are of the same design, each having a hollow chuck mounted on a steel spindle which rotates in babbitted bearings. Of course, the tailstock has no driving mechanism, but in other respects it is a duplicate of the headstock. The hollow chucks are castings made from open hearth steel, and each is provided with 24 steel set-screws for holding the stone in position. The screws abut against steel and cast iron blocks, which fulfill the office of ordinary chuck jaws. The steel blocks are 1¾ inches high and 5 inches square, and the cast iron blocks are 8½ inches high and 5 inches square. The steel set-screws are 2 inches in diameter and 9 inches long, and have an adjustment of about 4 inches.
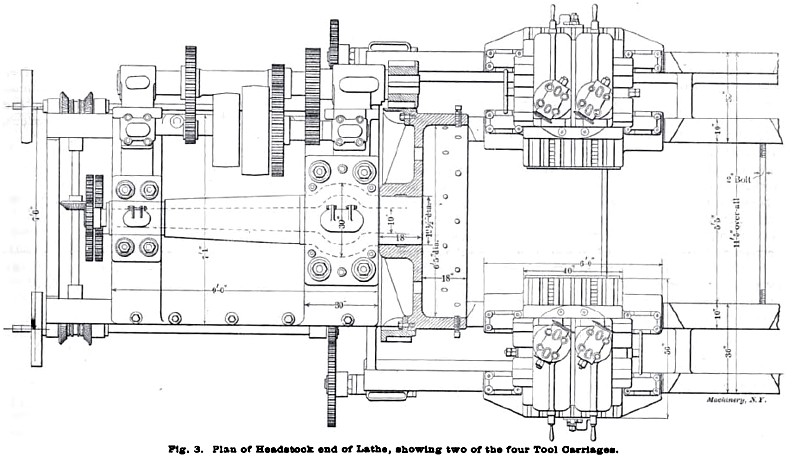
The bed proper was made in six sections, each 21 feet 6 inches long, three on each side and tied together by bolts, as shown at E in Fig. 4. The headstock and tailstock are mounted on extensions to the bed, which are each in two pieces, thus making ten composite parts of the whole bed. Its width overall is 11 feet 6 inches, and total length, as already mentioned, is nearly 86 feet. There are four tool-carriages, each carrying two tools, making eight in all. The carriages are fed longitudinally by two lead-screws, one on each side of the lathe. The lead-screws are each 66 feet 3½ inches long and made in one piece. The threaded portions are 58 feet 6 inches long. The diameter of the screws is 4 inches, and the pitch of the thread is 1 inch. The construction and transportation of the screws was one of the most difficult features met in building the machine. The tool carriages are driven directly by the engagement of nuts with the lead-screws, there being no rack and pinion feed as is usual on metalworking lathes. The feed nuts are half- nuts only, and engage with the upper part of the screws. The screws are supported throughout their length by ledges or troughs at intervals. The half nuts are connected to rocking levers B and B' in Fig. 4, which enable them to be engaged and disengaged by transverse movement of the latter. It is necessary, however, to give the levers a longitudinal movement which brings them out from behind a ledge or catch on the carriage when they may be moved transversely to engage or disengage with the screws. The catch prevents accidental movement of the lever, since to change it from either position, a compound movement is required. Each carriage is mounted on four friction rollers, which carry it about one-hundredth of an inch from the ways and thus give rolling instead of sliding contact.
The interesting feature of the tool carriage, however, is the tools, which remove the granite. They are revolving steel disks 10 inches in diameter mounted in suitable bearings and held approximately to the angle indicated in the plan view, Fig. 3. Bach tool has an independent angular adjustment on the carriage as well as a transverse adjustment.
A section of a disk and its bearing is shown in Fig. 5, which shows the steel disk at A held to its spindle C by the through bolt B. The disks are driven by engagement with the revolving stone and operate by a wedging action, or more properly by a species of "spalling off." Bach cutter will reduce the diameter of a stone 3 inches at a pass, so the eight cutters would reduce the diameter of a column 2 feet at one pass of the four carriages if need be, although such reduction is not required in practice.
The outlines of the spindles are shown by the full and dotted lines in Fig. 3. Each spindle is alike, each having a plain cylindrical bearing at its outer end and a spherical bearing at the chuck end. The spherical bearing is 30 inches in diameter and is babbitted with the best metal obtainable for the purpose. The castings for the headstock and tailstock are made with longitudinal and transverse webs in the boxes, which formed shallow pockets for the Babbitt metal. When the Babbitt was poured, it partially covered the webs over, but grooves were cut down to their tops so that each journal has a system of oil grooves crossing each other, and the Babbit metal is held in pockets that prevent its being squeezed out of shape by the immense weight carried on the journals when turning a column. Since the column in the rougj may easily weigh 240 tons and the weight must be carried on the journals, as there is no central support given the stone, it is evident that there needed to be provided a durable construction for these important parts.
For driving the headstock, gearing is provided which has a range of 1 to 23 to 1 to 112 turns of the two-speed cone pulley. A fifty horse power engine is required for driving the machine when turning a stone.
The lathe as a whole is a remarkable piece of work for the shop building it. The works of the Philadelphia Roll & Machine Co. were not designed for such extremely large work, but they handled it in a very creditable manner. The lathe was erected before shipment and nearly filled the whole length of the machine shop. So high were the faceplates that the traveling crane could not be used, as the operator's cage would not clear. It was erected at Vinalhaven under the supervision of Mr. J. W. Bourn, the foreman of the machine shop, who gave the writer some Interesting points regarding the quarries and character of the island on which they are located.
The lathe was erected on a granite foundation, which was so smoothly finished on top that there was no need of any filling between the bed and its granite base. It is located about one-fourth of a mile below the quarries and about 500 feet from the water. The columns are quarried out in square cross section and are transported to the lathe on steel rollers, being drawn by steel cables and a hoisting engine, and held back by cables to prevent "running away." The corners are chipped off before rolling into the lathe, and when the columns are finished they are rolled out at the opposite side and to the water's edge, where they are loaded on special scows built for carrying two of the largest columns.
Fox Island on which the quarries of the Bodwell Granite Co. are located is off the coast of Rockland, Me., and is practically a huge granite ledge 9 miles long and 2 miles wide. The quarry from which the columns were obtained is remarkable for the production of granite of great transverse strength and freedom from seams, checks and flaws which would be fatal to columns of such large dimensions. It is thought to be about the only quarry in the United States that could produce monoliths of the size required for the cathedral columns. The quarrying of such huge masses is an operation requiring the greatest care, as a false movement would readily ruin the work of weeks. The quarrying is accomplished entirely by drilling and wedging, no blasting being possible for the reason that the stone would be shattered and flaws produced that would affect the integrity of the finished work. For the same reason quarrying cannot be carried on during cold weather. The holes are drilled from the top and side of the mass to be loosened, and in the direction of the grain of the granite. One and about the only defect likely to be encountered is a black knot or a "growing fast" which spoils a stone. A block of granite of the size required for the large columns under consideration represents a labor cost of about $1,500 when it has been transported to the lathe. The turning and polishing of each one requires about six weeks' work. |
|
 1901 Philadelphia Roll & Machine Works, Granite Column Lathe
1901 Philadelphia Roll & Machine Works, Granite Column Lathe
 1901 Philadelphia Roll & Machine Works, Granite Column Lathe Headstock
1901 Philadelphia Roll & Machine Works, Granite Column Lathe Headstock
 1901 Philadelphia Roll & Machine Works, Granite Column Lathe Sections
1901 Philadelphia Roll & Machine Works, Granite Column Lathe Sections
|
|