|
Title: |
1921 Article-Hanson-Whitney Machine Co., Universal Thread Milling Machine |
|
Source: |
Machinery, V28, Dec 1921, pgs. 318 & 319 |
|
Insert Date: |
11/9/2015 8:18:11 PM |
Hanson-Whitney Semi-Automatic Universal Thread Milling Machine
The production of threads by milling has developed rapidly since 1900, and the single-cutter thread milling machine has become a standard tool, especially for external threads. Although the single-cutter type of thread milling machine has been used to a certain extent for internal work, it has not become as universal as the machine employed for milling screws. Even before the time mentioned, threads were made on gun work by a hob milling process; that is, a hob having concentric teeth corresponding in pitch with the screw to be milled was used in conjunction with a suitable lead-screw, and the screw was finished by setting the hob to the proper depth in the work and then feeding it endwise by means of the lead-screw; when the work had made one revolution, a thread was completed which was fairly accurate. There have been several developments along this line for such work as tap making and for cutting short threads on automobile parts, and also in places where a short thread only is wanted. Special machines have been made for internal as well as for external work.
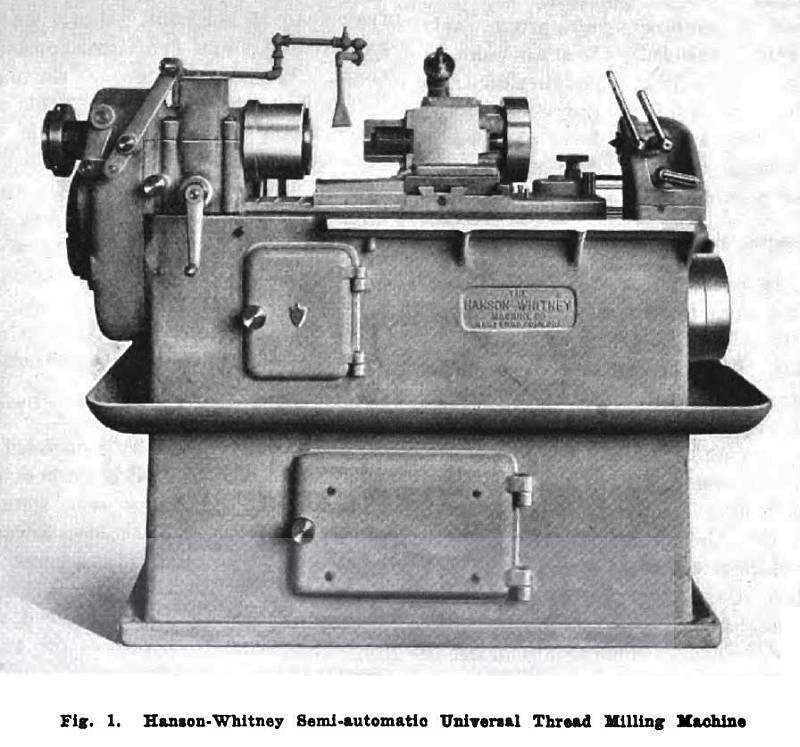
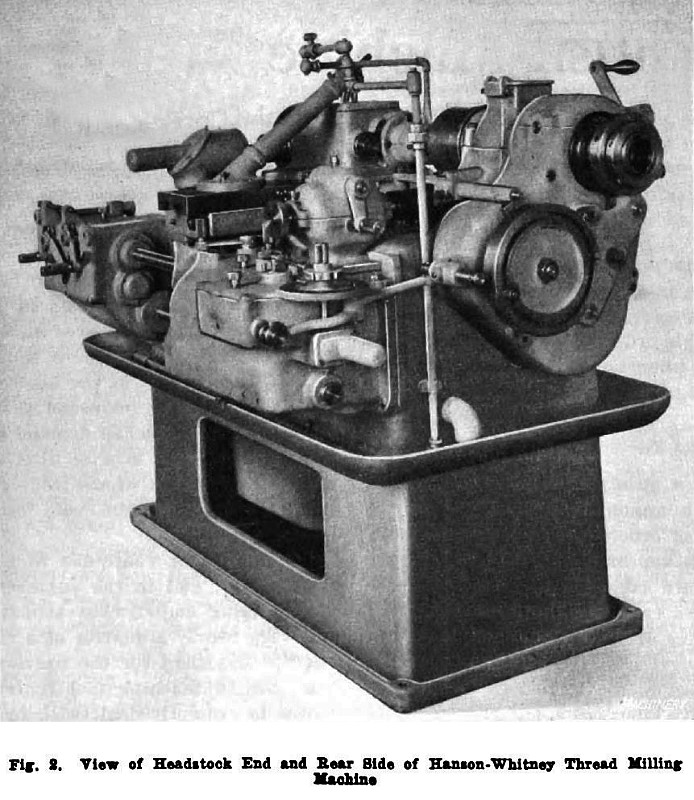
The Hanson-Whitney Machine Co., Hartford, Conn., has produced a semi-automatic universal thread milling machine, designed to meet various conditions and to produce work of different types having external or internal threads especially when large quantities are required. Figs. 1 and 2 show front and rear views of this machine, which is of a very rigid design. The spindle is of a hollow type, and has a capacity for holding work up to 2 inches in diameter, but different headstocks can be used for larger diameters when necessary, and special holding devices are easily supplied to meet requirements. The illustrations show the machine with an ordinary cutting head, used especially for external work which can be held either between centers or in a chuck. Where the work is long and large in diameter, centers are used, and with the rapid adjustable footstock it is possible to hold the work very rigid.
Operation of the Machine
The machine is partly automatic. The operator puts the work in the chuck and presses the button shown in front of the headstock; the carriage carrying the hob advances rapidly toward the headstock and then crosswise toward the work. When the hob almost touches the work, the motion is automatically changed to a proper feed motion; the spindle is revolving and the hob advances to the depth of the thread, and when the depth has been reached, the hob stays in the same position radially and advances according to the pitch desired. When cutting a right-hand thread, the hob moves axially away from the spindle, and when cutting a left-hand thread it advances axially toward the spindle. After the work has made a little more than one revolution, the hob automatically recedes a little more than the depth of the thread and traverses toward the tailstock a distance of about 3½ inches, leaving the work entirely free; then the machine stops automatically. The operator next releases the work and puts in another piece, and the machine repeats the sequence of operations. For internal work the hob has no outer support, but the process is the same. The hob automatically enters the hole, then feeds in to the proper depth; the work makes a little more than one revolution, the hob recedes, and traverses out of the hole, and the machine stops ready for the next piece of work to be milled.
General Features of Construction
Taper threads can also be produced by using taper hobs, and a compensating device can be employed for the taper desired. The capacity of the machine is for external diameters from 5 inches to 3/8 inch, and for internal diameters from 5 inches to 1 inch. All parts are well protected and well lubricated, and the slides are exceptionally long. The hob always rotates in the same direction whether machining internal or external work, or left- or right-hand threads. The direction is such that the hob tends to press the carriage down into the bed instead of lifting it. This prevents chatter, and is considered the principal reason for the smoothness of the work. On the right-hand end of the carriage, as shown in Fig. 1, is a knob handle by which the carriage can be adjusted longitudinally relative to the work. On the front of the headstock is a crank which can be used to operate the machine by hand when setting it up. Above the cutter-head there is a screw with a dial for adjusting the hob to the proper depth. The lead is controlled by a cam and for different leads different sections are introduced into the cam. The cam is very accessible, being located behind the door on the upper part of the machine in the front. There are very few gears in the machine, and as the cams are cut with extreme accuracy, the lead of the milled thread is very accurate, especially when using a hob that has been finished after hardening. The lower door on the front has a tank attached to it for cutting lubricant, and the work is constantly flooded from a pump running at a constant speed.
Speeds and Feeds
The machine is driven by a single belt, and no slippage can take place that will alter the relation of the hob and the work. At the left in Fig. 2 is shown the speed-box for the hob, by means of which six speeds are obtained. At the right is another gear-box for the feed, and there are twelve feeds for each speed. This gear-box also includes the "hurry-up" motion, which is constant and is used for bringing the hob into engagement with the work, and also for withdrawing the hob. On the end of the machine there is a tappet disk which controls the slow and the fast feed. The slow feed, used while milling, is variable according to the material and diameter of the work. Where the thread is interrupted, as on a tap, the proper number of tappets may be applied to the disk, causing the spindle to move faster when crossing the flute, which saves considerable time, especially on taps of large diameter. All bearings in the transmission run in oil, and as ball bearings are used, very little power is required to run the machine.
This machine is particularly adapted for threading parts such as are used in automobiles and airplanes, for cutting short threads on spindles, valve work, and for many other parts on which such threads are required. Excellent results have been obtained as to speeds and finish; for instance a machine steel bolt 2 inches in diameter with a thread 2½ inches long has been threaded satisfactorily in forty-eight seconds. The machine is also built with a simple method of changing the speed and the feed by so-called "selective change-gears." These are particularly useful when work is being produced in large quantities, and changes of work are not so frequent. |
|
 1921 Hanson-Whitney Machine Co., Universal Thread Milling Machine, Fig. 1
1921 Hanson-Whitney Machine Co., Universal Thread Milling Machine, Fig. 1
 1921 Hanson-Whitney Machine Co., Universal Thread Milling Machine, Fig. 2
1921 Hanson-Whitney Machine Co., Universal Thread Milling Machine, Fig. 2
|
|